

| Centre lathe turning operations - Drilling |
| The tailstock
of a lathe can be used for drilling, with the aid of a drill
chuck attachment. The drill chuck has a morse taper shaft
which can be push into the shaft of the tailstock, locking
it in position. For larger holes to be drilled, drill bits
with morse tapes will be inserted directly into the spindle
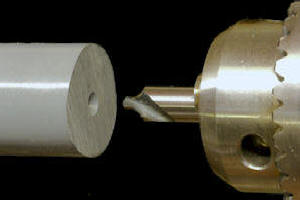
of the tailstock. The usual starting point for drilling with a centre lathe is to use a countersink bit. This is used to drill slightly into the material and creates a starting point for other drills that are going to be used. Attempting to drill with a traditional drill bit without countersinking first will lead to the drill bit slipping straight away. It is not possible to drill a hole successfully or safely with out using a centre drill first. If a long piece of material has to be turned on a lathe then a centre drill is used to produce the hole at one end. This allows the drilled end to be supported by the tailstock centre. Once a hole has been produced by a centre drill, machine twist drills can be used to enlarge the hole and if necessary to drill all the way through. If a large diameter hole is needed then a small hole is drilled first (egg. 4mm diameter). Then the hole is enlarged approximately 2mm at a time. Trying to drill a large diameter hole in one go will inevitably lead to the drill bit over heating and then jamming in the material. This is potentially dangerous. When drilling, it is very important to use soluble oil as a coolant. This should be constantly fed onto the drill bit to keep it cool. This will help prevent jamming and over heating. Over heating will blunt the drill bit quickly. Regularly removing the drill from the hole during drilling to remove cuttings is advisable as cutting can cause the drill to seize in the hole, causing the drill to brake. |
|
|
|
| Centre drilling | Drilling |
|
|
|
|
|
|
| Morse taper drill bit | |