Hand Threading and Reaming
| SUBJECT OUTCOME |
|
3.3. Demonstrate an understanding of hand taps, stocks and dies and reamers. |
|
|
|
Introduction |
| A Tap is a tool used to cut a threaded inside a hole. The hole is drilled and then reamed to the correct size. The tap is made from high speed steel and has sharp cutting edges with the required pitch and diameter to cut female or internal thread. | Dies are cutting tools that produce external screw threads, also known as male screw threads. They're commonly used with die stocks, which are tools that hold round and hex dies to ensure proper alignment and uniform threads. Dies are used to create new threads, and to repair worn and damaged threads . | |
| Tap | Die | |
|
|
|
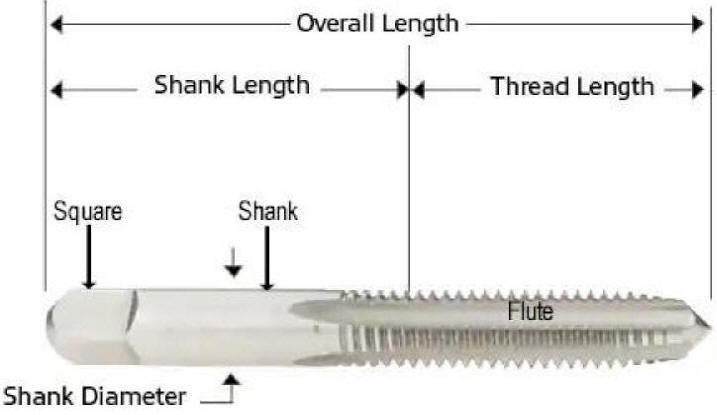
| Hand taps |
| A Tap is like a bolt made from High Speed Steel (HSS) with perfect thread cut on to it. The threads are not full because flutes have been cut into the tap length to give it a sharp edges. The flute also allow for chips (cuttings) to be removed from the cutting area of the tap |
|
|
| Type of hand taps |
Hand tapes are supplied
in a set of three. They all have straight flutes. The three taps are
normally referred to as:
|
|
|
| Tap markings |
| Taps are marked with the
nominal size, the pitch, and the appropriate thread form symbol and
pitch diameter symbol. Symbols typically used are listed. All standard
ground thread taps are marked with the letter "G" to designate Ground
Thread.
The tap above heave the following markings: M10x1 HSS. This markings have the following meaning:
|
| Tap and drill size |
|
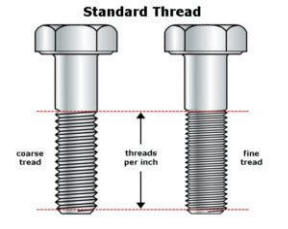
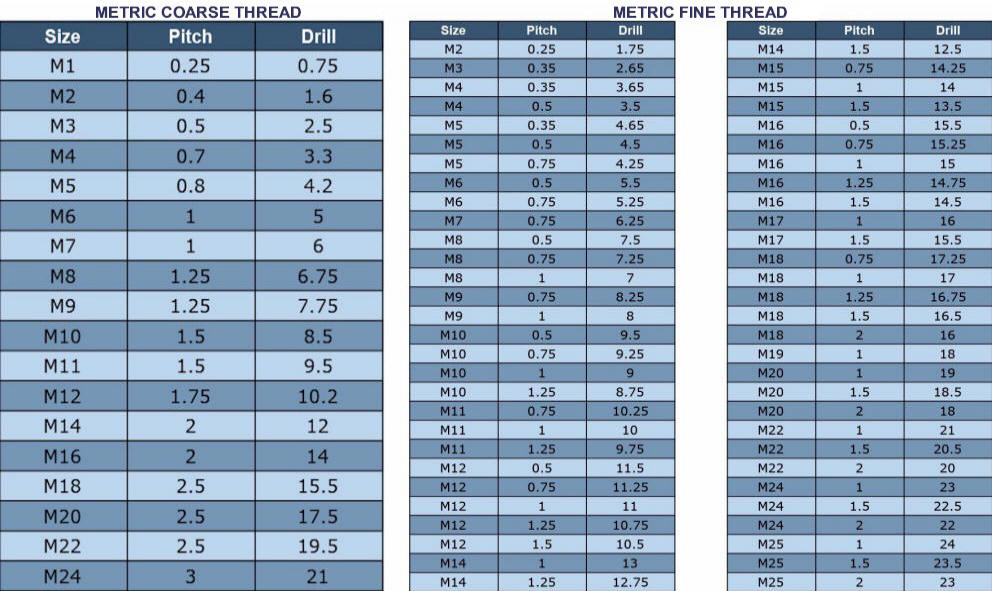
Before a hole can be threaded, the hole must be drilled. The hole size must be smaller then the major diameter of the thread as to leave enough material for the thread to be cut. The hole diameter is normally calculated by subtracting the pitch from the major diameter. Hole Demeter = Major diameter - Pitch For example: M10x1 Drill diameter = Major
Diameter - Pitch Course thread is for
general fasteners - Bolts and Nuts
|
|
|
| Tap wrenches |
| A tap wrench is a hand tool used to turn
taps or other small tools, such as hand reamers and screw extractors.
There are two main type of tap wrenches, namely the bar type and
the chuck type. The correct size tap wrench must be used to ensure the correct 'feel'. If the size is to large, you can easily break the tap. If the tap wrench is to small, excessively heavy force will be required to turn the tap. |
|
Bar Type
|
Chuck Type
|
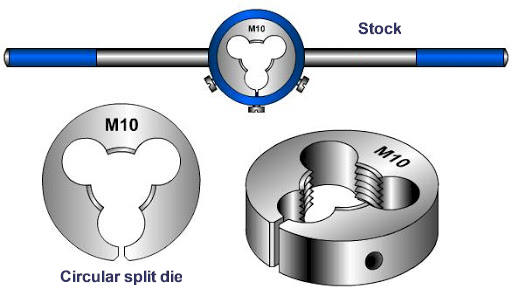
| Stocks and Dies |
| Dies are cutting tools that produce external screw threads, also known as male screw threads. They’re commonly used with die stocks, which are tools that hold round and hex dies to ensure proper alignment and uniform threads. Dies are used to create new threads, and to repair worn and damaged threads. The dies are slightly tapered on one side to ensure easier start. |
| Type of dies | |
| Solid circular and hexagonal die - is not adjustable and is used for re-threading damaged or chasing threads. It is not used for cutting new threads as this will damage the die. It is also referred to as a die nut or chaser die. It can be turned by a special stock or spanner. | |
|
Circular Solid Die
|
Solid Hexagonal Die
|
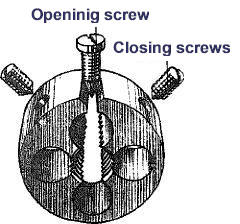
| Circular split die - is adjustable. This is done so that when cutting thread, it is done in more than one run. This is done by adjusting the screws on the stock. This will ensure that the cut is done gradually with each run giving a thread with a good finish and without damage to the die. Once the groove on the die is completely adjusted closed the thread is at its correct depth. | |
|
|
|
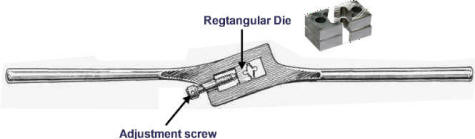
| Rectangular die - consist of two pieces that fit into a rectangular or circular stock. The adjustment is done by turning in the stock handles in until the correct depth is achieved or turning in the adjustment screw. | |
|
|
|
| Reamers |
| The geometry of a hole drilled in metal
by a twist drill may not be accurate enough (close enough to a true
cylinder of a certain precise diameter) and may not have the required
smooth surface finish for certain engineering applications. Although
modern twist drills can perform excellently in many cases—usually
producing sufficiently accurate holes for most applications—sometimes
the stringency of the requirements for the hole's geometry and finish
necessitate two operations: a drilling to slightly undersize, followed
by reaming with a reamer. The planned difference between the drill
diameter and the reamer diameter is called an allowance. (It allows for
the removal of a certain small amount of material.) The allowance should
be < 0.2 mm (.008 in) for soft materials and < 0.13 mm (.005 in) for
hard materials. Larger allowances can damage the reamer. The drilled
hole should not be enlarged by more than 5% of the drilled diameter.
Drilling followed by reaming generally produces hole geometry and finish
that is as close to theoretical perfection as possible. (The other
methods of hole creation that approach nearest to perfection under
certain conditions are boring [especially single-point boring] and
internal cylindrical grinding.) Reamers is either hand or machine reamers. |
| Type of reamers |
| Straight fluted reamer-
A straight reamer is used to make only a minor enlargement to a hole.
The entry end of the reamer will have a slight taper, the length of
which will depend on its type. This produces a self centring action as
it enters the raw hole. The larger proportion of the length will be of a
constant diameter. Reamed holes are used to create holes of precise circularity and size, for example with tolerances of -0/+0.02 mm. This will allow the force fitting of locating dowel pins, which need not be otherwise retained in the body holding them. Other holes, reamed slightly larger in other parts, will fit these pins accurately, but not so tightly as to make disassembly difficult. This type of alignment is common in the joining of split crankcase halves such as are used in motorcycle motors and boxer type engines. After joining the halves, the assembled case may then be line bored (using what is in effect a large diameter reamer), and then disassembled for placement of bearings and other parts. The use of reamed dowel holes is typical in any machine design, where any two locating parts have to be located and mated accurately to one another - typically as indicated above, to within 0.02 mm. Another use of reamed holes is to receive a specialized bolt that has an unthreaded shoulder - also called a shoulder bolt. This type of bolt is commonly used to replace hot peened rivets during the seismic retrofit of structures. |
|
Straight fluted reamer
|
| Spiral fluted reamer - The reamer is also straight but the flute is in a spiral. This spiral fluid reamer ensure a smooth finish without any chatter marks |
|
Spiral fluted reamer
|
| Taper reamer - A precision tapered reamer is used to make a tapered hole to later receive a tapered pin. A taper pin is a self tightening device due to the shallow angle of the taper. They may be driven into the tapered hole such that removal can only be done with a hammer and punch. They are sized by a number sequence (for example, a No.4 reamer would use No.4 taper pins). Such precision joints are used in aircraft assembly and are frequently used to join the two or more wing sections used in a sailplane. These may be re-reamed one or more times during the aircraft's useful life, with an appropriately oversized pin replacing the previous pin. |
|
Straight fluted taper reamer
|
Spiral fluted taper reamer
|
| Adjustable reamer - An adjustable hand reamer can cover a small range of sizes. They are generally referenced by a letter which equates to a size range. The disposable blades slide along a tapered groove. The act of tightening and loosening the restraining nuts at each end varies the size that may be cut. The absence of any spiral in the flutes restricts them to light usage (minimal material removal per setting) as they have a tendency to chatter. They are also restricted to usage in unbroken holes. If a hole has an axial split along it, such as a split bush or a clamping hole, each straight tooth will in turn drop into the gap causing the other teeth to retract from their cutting position. This also gives rise to chatter marks and defeats the purpose of using the reamer to size a hole. |
|
Adjustable reamer
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Machine reamers - A machine reamer only has a very slight lead in. Because the reamer and work piece are pre-aligned by the machine there is no risk of it wandering off course. In addition the constant cutting force that can be applied by the machine ensures that it starts cutting immediately. Spiral flutes have the advantage of clearing the swarf automatically but are also available with straight flutes as the amount of swarf generated during a reaming operation should be very small. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Faults with taps, dies and reamers | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Breaking of taps - Small taps (5 mm and smaller) has a tendency to break, especially in threading hard materials. To prevent breaking of taps ensure the following:
Follow this useful link for faults and how to fix them: https://www.guhring.com.au/troubleshooting/troubleshooting.html |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The Function of cutting fluids and their application | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
When reaming and tapping it is essential
to use cutting fluid to improve the process. A cutting fluid has the
following functions when reaming and tapping:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Recommended Cutting Fluid
for Various Materials
|