These super abrasive grinding wheels represent a considerable investment, which should be repaid in longer life and higher productivity. However, achieving that performance demands close attention be paid to truing and dressing.
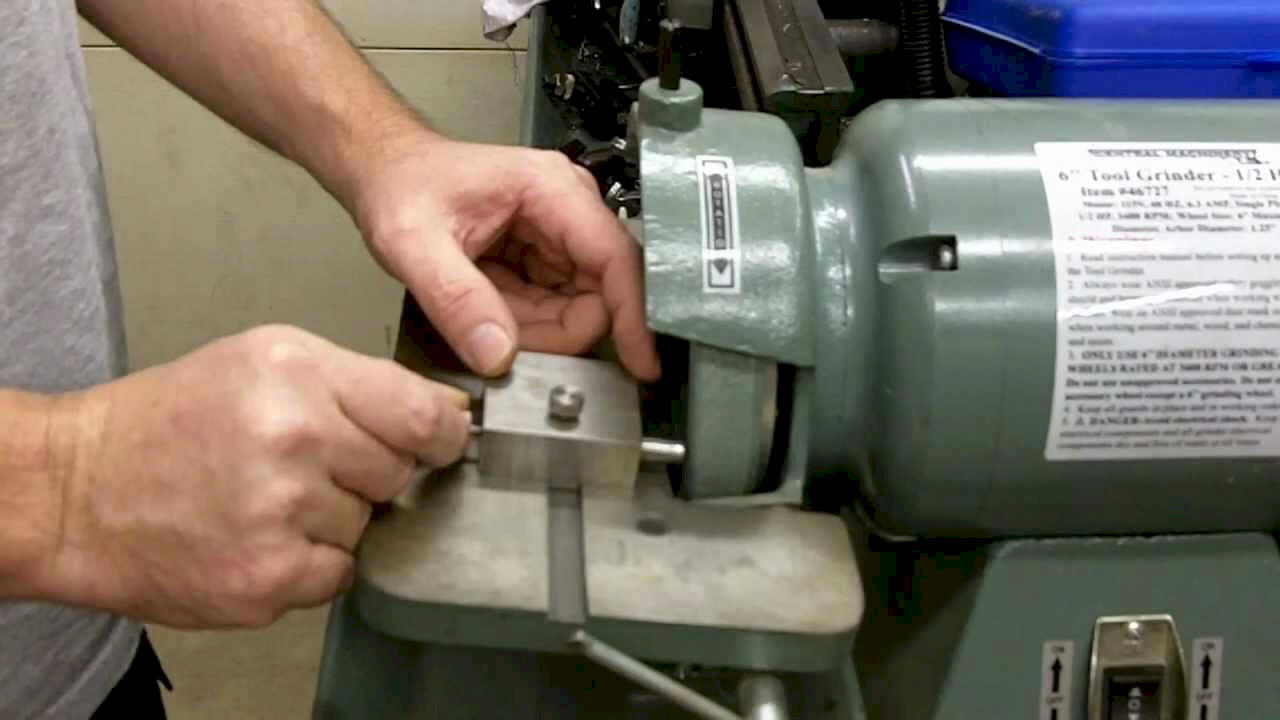
It also includes the altering of the cutting face shape to produce special contours. As soon as a fresh wheel is fitted, it becomes necessary to true its face. It also produces concentricity or parallelism of faces. It prepares the wheel to perform a forming operation.
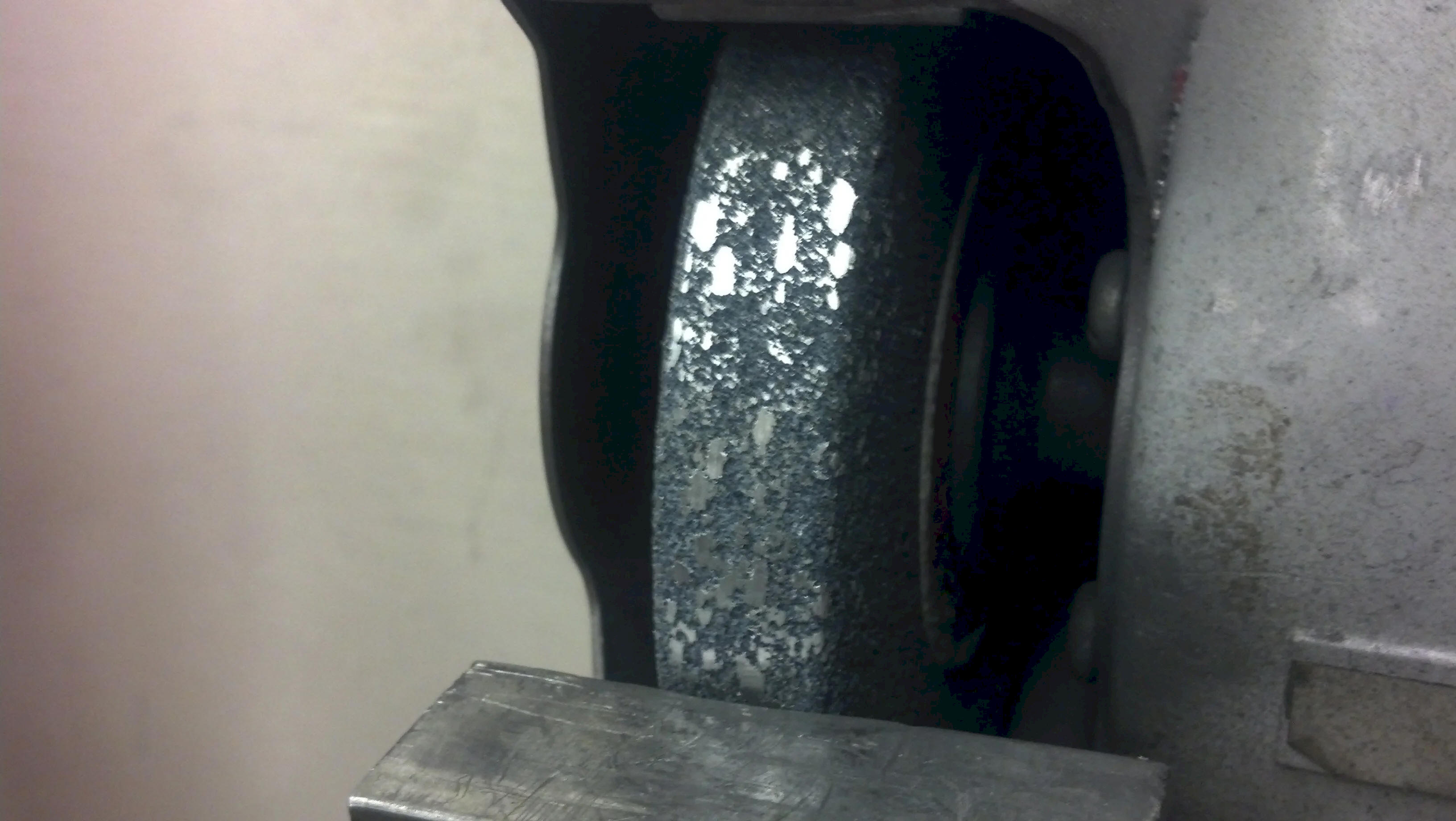
A grinding wheel will also need to be dressed when the cutting face becomes blunt, dulled, loaded due to grinding soft materials.
 |
 |
 |
 |
 |
| Deformed cutting face | Loaded wheel | Diamond wheel dresser | Huntington Wheel Dressers: | Wheel dresser stone |