|
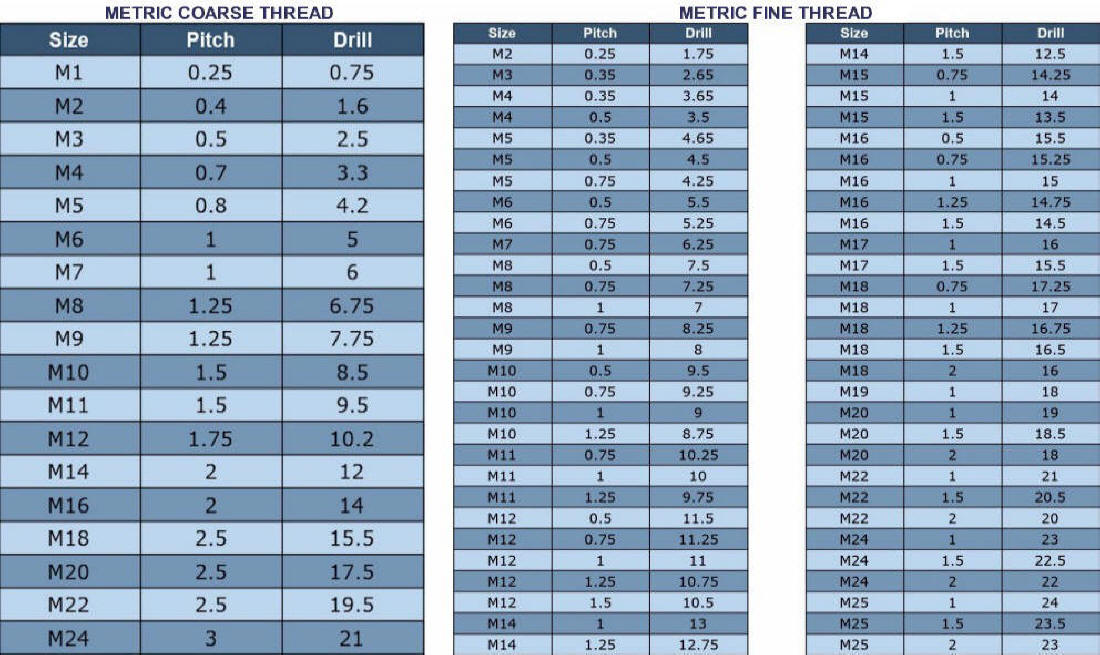
Before a hole can be threaded, the hole must be drilled. The
hole size must be smaller then the major diameter of the thread
as to leave enough material for the thread to be cut. The hole
diameter is normally calculated by subtracting the pitch from
the major diameter. Hole Demeter = Major diameter - Pitch
For example: M10x1
Drill diameter = Major Diameter - Pitch
= 10 - 1
= 9 mm
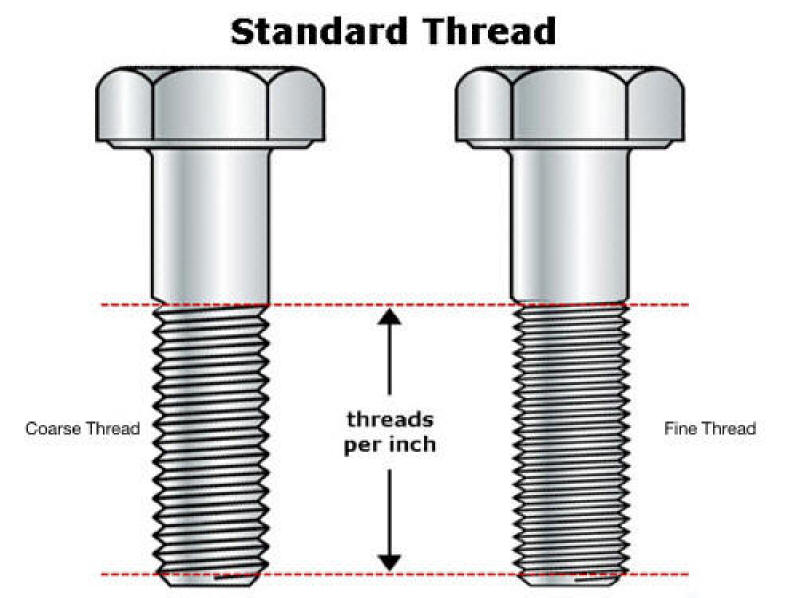
Course thread is for general fasteners - Bolts and Nuts
Fine threads can be more easily tapped into hard
materials and thin-walled tubes. Fine threads require less
torque to develop equivalent bolt preloads. Fine threads have
less tendency to loosen since the thread incline is smaller and
hence so is the off torque. |