|
Drilling procedure |
| Videos |
| Always follow the correct drilling sequence to ensure an accurate outcome and to minimise the change of accidents and injury. |
| The following is a typical procedure in the drilling process: |
|
| Pilot hole |
| A pilot hole reduces the power needed to turn a large drill bit, and reduces the large bit breakage risk. For twist drill bits, the pilot size is usually selected so that the chisel point of the larger drill does not need to remove any material, which reduces the chance of splitting the web of the bit. A pilot thus sized also prevents a larger drill bit from slipping on the material and guides the larger bit effectively. Very large holes may be stepped by drilling successively larger pilot holes before the final size drill is used. |
| Pilot holes are normally drilled first when holes are larger than 12 mm. |
|
|
| Drilling thin plate |
| Drilling hole in thin plate can be difficult. Drill bit end to bite as soon as it penetrate through thin material with the resulting tearing of the plate, |
| Use a drill with a large angel to ensure the drill has completely entered the material before it have drilled through the material. |
| Make a Sandwich |
| For clean, precise holes in thin sheet metal, make a wood sandwich. Simply sandwich the sheet metal between two pieces of wood and clamp everything down on a table or workbench. The wooden 'bread' layers of the sandwich keep the sheet metal flat and prevent the drill bit from wandering as it bores through the sheet metal. |
|
|
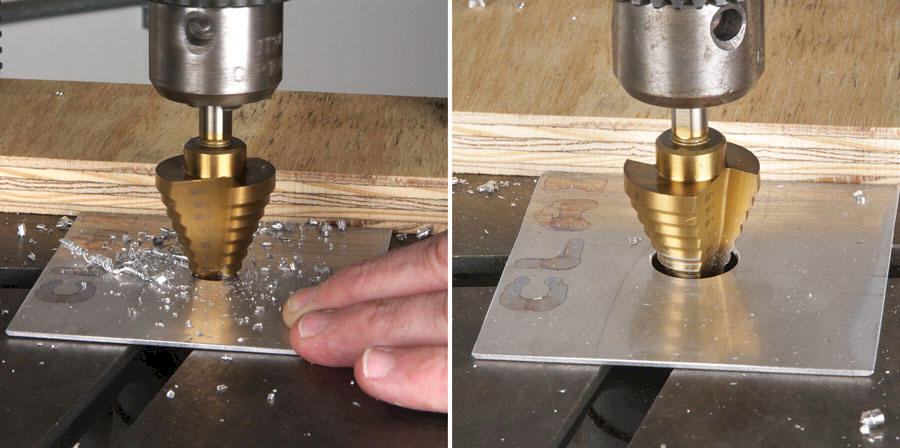
| Step Bit |
| Step drill bits are designed to drill holes in sheet metal and other thin materials. They're just the thing when you need a perfectly sized, clean hole in a steel junction box, electrical service panel or even a stainless steel sink. A step drill bit for metal allows you to drill holes in a variety of diameters, and some will drill through metal up to 20 mm thick. The downside? Step bits are more expensive than regular bits. |
|
|
TVET COLLEGE SUPPORT
DRILLING MACHINES